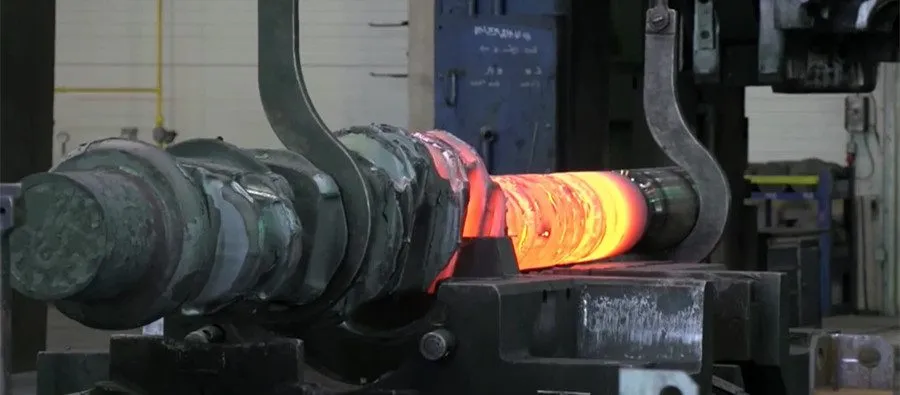
The principle of the induction hardening machine:
the workpiece is placed in the copper coil, which is generally a hollow copper tube with medium-frequency or high-frequency alternating current (1000-300000Hz or higher). The alternating magnetic field produces an induced current of the same frequency in the workpiece. The distribution of this induced current on the workpiece is uneven. It is strong on the surface but weak on the inside. It is the softcore close to 0 . Using this skin effect, The layer of the workpiece can be heated quickly, and the hardened surface layer temperature will rise to 800-1000℃ within a few seconds, while the temperature of the core will increase very little. Then through rapid cooling, the hardness of the heated surface is increased.
Contents
What is the process of induction hardening?
The induction heating process can be divided into three stages: cold state, transition state, and hot state. The current (eddy current) density of each stage is divided into 3 stages: cold state, transition state, and hot state. The current (eddy current) density distribution of each stage is shown in the figure:
At the beginning of induction heating, the part is at room temperature. At this time, the current penetration depth is very small, and the heating is only performed in a thin layer. The current distribution is the cold state in Figure 1-5, which is called the cold state current distribution characteristic.
When the surface temperature rises to a thin layer of the magnetic transition temperature A2, the heating layer is divided into two layers, namely the magnetic loss layer of the outer layer and the magnetic non-vanishing layer closely connected to it. In the magnetic disappearance layer, because the magnetic permeability and the power supplies consumption in the heating layer are drastically reduced, the current intensity is greatly reduced, so that the maximum current density is pushed to the junction of the magnetically inactive layer and the magnetically disappeared layer, as shown in the figure Transition state in 1-5. At this time, the current density distribution changes (that is, the current intensity increases sharply), causing the temperature at the junction to rise rapidly, thereby causing the high-temperature layer to move inward continuously. This heating method is called penetrating heating.
When the thickness of the magnetic disappearance layer exceeds the penetration depth of the thermal current, the eddy current is distributed according to the characteristics of the thermal state, as shown in Figure 1-5. When heating continues, the heat is always released in this thin layer whose thickness is the depth of the hot current penetration, and the temperature of this layer will be increased. At the same time, due to the effect of heat conduction, the thickness of the heating layer will continue to increase over time.
what metal can be induction hardened?
Carbon and alloy steels with carbon contents between 0.40 and 0.45% are the best candidates for the induction hardening process. As an example, steel and paper mill rolls fabricated from alloy steels like 4320, 8620, or 9310 may be carburized and cooled slowly before being induction hardened.
Benefits of induction hardening machine
Induction surface hardening is one of the better heating methods, which has been widely recognized and widely used. Compared with traditional heat treatment systems, it has the following advantages:
Optimum results:
Induction heating belongs to the direct heating by the internal heat source, and the heat loss is small, so the heating speed is quick.
During the heating process, due to the short heating time, there is less oxidation and decarburization on the surface of the parts.
After induction heating and hardening, the surface hardness of the parts is high, and the core maintains good plasticity
And hardness, showing low notch sensitivity, so impact toughness, fatigue strength and wear resistance are greatly improved.
Clean energy:
The induction heating equipment is compact, has a small footprint, and is easy to use (that is, easy to operate).
The production process is clean, has no high temperature, and has good working conditions.
In-line integration:
Induction surface quenching of mechanical parts is less brittle, and at the same time it can improve the mechanical properties of the parts (such as yield point, tensile strength, fatigue strength), and the workpieces requiring hardening of steel parts that have also undergone induction heating surface quenching is also higher than that of ordinary heating.
Induction heating equipment can be placed on the processing line, and the process can be accurately controlled through electrical parameters.
For simple and complex geometries:
Using induction heating and hardening, ordinary carbon structural steel can be used to replace alloy structural steel to make parts without reducing the quality of the parts. Therefore, it can replace the process complex under certain conditions.
Induction heating is not only used for surface quenching of parts, but also for inner hole hardening of parts, which cannot be achieved by traditional heat treatment systems.
LJ Induction has vertical hardening machines, horizontal induction hardening machines, rotary table induction hardening machines, single shot, double shot and customized induction hardening machines.
wide variety workpiece range:
From small gears, and axle shafts to drive steel shafts to the different shafts.
comprehensive heating range:
From small, manually stationary systems to large, automatic induction hardening machine plants a complete range of metal part handling, immediate quenching, straightening and tempering capabilities.
Disadvantages of the induction hardening machine
Induction heating surface quenching also has its own shortcomings.
① It is troublesome to match the equipment with the hardening process because the electrical parameters often change.
②The parts that need to be quenched must have a certain coil corresponding to them.
③Requires the use of a highly specialized induction hardening machine tool.
④ Equipment maintenance is more complicated.
LJ Induction’s SD-Heat series machines perfectly solve these problems.
The new generation DSP processing system of the SD-Heat induction hardening equipment can maintain a stable output power density regardless of changes in electrical parameters. The design of multiple signal excuses is to facilitate the customer to quickly solve the problem through the connection with the perfect engineer in the event of a machine failure. Engineers with many years of experience manufacture induction coils to ensure that the profiling degree is 90%. The pro version of the CNC machine can handle more complex shapes.